Assembly of Wendelstein 7-X commences
Installation of fusion experiment at Greifswald Branch Institute of IPP / the world's largest stellarator


The objective of fusion research is to gain energy from fusion of atomic nuclei, as happens in the sun. In order to ignite the fusion fire, the hydrogen plasma fuel in a future power plant has to be confined in magnetic fields and heated to temperatures of over 100 million degrees. The purpose of Wendelstein 7-X, which will be the world's largest fusion device of the stellarator type, is to investigate the suitability of this concept for application in a power plant. With discharges lasting up to 30 minutes it is intended to demonstrate the essential property of the stellarator concept, the capability of continuous operation.
Components
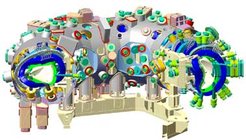
A ring of 50 superconducting magnet coils about 3.5 metres high forms the core of the device. Cooled with liquid helium to superconduction temperature close to absolute zero, they need hardly any energy after being switched on. Their bizarre shapes are the result of sophisticated optimisation calculations: They are designed to produce a particularly stable and thermally insulating magnetic cage to confine the plasma. In order to vary the magnetic field, a second set of 20 flat, likewise superconducting coils is superposed on the stellarator coils. Despite the high magnetic forces exerted, the coils are kept exactly in position by a massive ring-shaped support structure.
The entire coil ring is enclosed by a thermally insulating outer casing 16 metres in diameter, the cryostat. A cryogenic facility will provide 5000 watts of helium refrigeration to cool the magnets and support structure, i.e a total of 1425 tons of material, to superconduction temperature. Located inside the coil ring is the plasma vessel, comprising 20 segments, which is specially shaped to match the twisted plasma ring. The plasma will be observed and heated through a total of 299 apertures. These are connected with the outer wall of the cryostat by an equal number of ports passing between the coils with good thermal insulation. The entire device comprises five almost identical modules that are each pre-assembled and then subsequently joined into a ring in the experimentation hall.

Assembly
At the beginning of April assembly started with installation of the first half-module: For this purpose, the first segment of the plasma vessel was hoisted into pre-assembly rig lb and the first magnet coil, weighing six tons, was carefully strung onto the vessel segment with a special rotatable grab through the just millimetre wide gaps. Only then can the second segment of the plasma vessel be brazed on and thermal insulation at the brazing seam be completed. This superinsulation separates the low-temperature magnet coils from their warm surroundings: It consists of exactly fitting fibreglass-reinforced synthetic panels in which copper mesh for better thermal conduction is embedded. Integrated in the panels are several layers of wrinkled synthetic foil coated with aluminium and containing intermediate layers of glass silk. On completion of the insulation four more stellarator coils and two of the auxiliary coils will be strung onto the vessel segment from the front and back and geometrically exactly aligned on assembly supports of their own. A segment of the support ring will then be pushed against the coils and bolted. After much other additional work and numerous control measurements the first half-module will then be ready.
This structure, weighing 50 tons, will now be hoisted into the second assembly rig in a special harness. The second – mirror symmetrically constructed – half-module, meanwhile assembled on pre-assembly rig la, is placed opposite and the two are hydraulically joined. The two segments of the support ring are aligned to one another and bolted, and the segments of the plasma vessel are brazed. At the same time the thermal insulation of the brazed seam is closed: The first of five modules, weighing 100 tons, will then be ready in shell form.
The conductors for electrical connection of the coils are now attached – a very tricky job. The rigid, up to 14-metre-long superconductors, produced by Jülich Research Centre, are already bent to the right shape. Twenty-four lengths of the unwieldy, but sensitive conductor are needed per module. After electrical connection and brazing of the superconductors the connections are insulated against high voltage and their helium proofing checked. Next comes the piping for the helium cooling of the coils. Everything has to be checked as leak-proof. Once the sensors and measuring cables are installed, the first module can leave the assembly rig – after a scheduled total construction time of 28 weeks.
In the experimentation hall
Transported into the experimentation hall on a special carriage, the module is hoisted onto the assembly rig and into the bottom shell of the outer vessel; connections and supports are attached. The 120-ton component is now lifted onto the actual machine foundation and additionally provided with auxiliary supports. The top shell of the outer vessel is put on and brazed. Sixty ports connecting the plasma and outer vessels through the cold coil region now have to be incorporated together with their thermal insulation.
Now come the in-vessel components, particularly the numerous parts of the divertor. The plates will remove impurities and some of the thermal energy from the plasma. The remaining energy is taken up by the wall protection comprising steel panels and a heat shield clad with graphite tiles. The fivefold symmetry of the device is repeated in the divertor: The two times five divertors are composed of divertor plates and guide plates, regulating coil, and cryopump with the necessary piping. Many of the components, including pumps, heat shield, and divertor modules, are now being built in the Central Technical Services division of IPP at Garching; the divertor plates, regulating coils, and steel panels are being manufactured by industry. The acceptance tests are also under way at Garching: These concern the leak and degassing rates of the components and the loading capability of the divertor components at high heat fluxes.
By the time all five modules have been installed in the experimentation hall the work steps taken hitherto will have been performed five times. Finally, the five major components have to be joined: The brazing seams of the plasma and outer vessels have to be closed, and the magnets have to be connected to the power and helium supplies. This will be followed by the main power connections, cooling pipes, and repeated control measurements and leak tests: The basic machine will then be complete.
Preparation
The huge task of minutely preparing this scenario was handled by the Assembly Technology and Assembly Control departments: First of all methods had to be devised so that the heavy, bizarrely shaped components can be precisely joined along narrow gaps, including extensive development of numerous special tools such as the controllable coil grab and the assembly rigs. The entire work sequence of the complex assembly then had to be divided into individual steps. A total of 450 individual job packages from component preparation to the completed machine were specified, provided with detailed individual work instructions, documented, and where necessary backed up by tests. Every step was then checked by the engineers responsible for quality control. Dr. Lutz Wegener, in charge of assembly: "The challenge is to expound each sub-task in a readily comprehensible manner. External mechanics, too, must readily understand the work steps so that we can quickly adapt work capacity to requirements." In order to perform as economically as possible, a lot of temporary personnel will have to be enlisted for assembly: up to 60 external members will be supporting IPP’s 15-member assembly team.
Assembly of the basic machine will be accompanied by installation of the microwave system for heating the plasma, the supply facilities for electric energy and cooling, the machine control system, and finally the measuring equipment for diagnosing the behaviour of the plasma. Dr. Wegener: "If delivery by industry is on schedule and our assembly planning was correct, it should be possible to put Wendelstein 7-X into operation in about six years."
Isabella Milch